


2 处理方案设计
由于造成COD 浓度大幅提升的聚合物可生化处理效果差, 因此在现有的生物膜水解酸化(厌氧) -生物膜接触氧化(好氧) 处理工艺技术的基础上, 对絮凝剂重新进行筛选, 改善加药处理效果,在前端增设絮凝-气浮处理工艺,提高COD 去除率, 以达到处理后污水COD 浓度小于120 mg/L的排放要求。
2.1 絮凝剂筛选
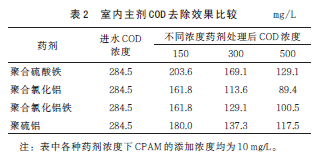
絮凝剂主剂有聚合硫酸铁、聚合氯化铝等,助剂采用阳离子聚丙烯酰胺(CPAM), 在不同药剂添加量条件下考察污水COD 值变化情况(表2)。从表2 可以看出,聚合氯化铝添加浓度为500 mg/L时污水的COD 浓度降低最明显,可以达到89.4 mg/L,而其添加浓度为300 mg/L 时污水的COD 浓度即可以降低至113.6 mg/L,也是在该添加量下唯一可以达到排放标准的絮凝剂组合。因此,初选药剂效果最好的为聚合氯化铝300 mg/L+聚丙烯酰胺10 mg/L。
2.2 中试工艺选取
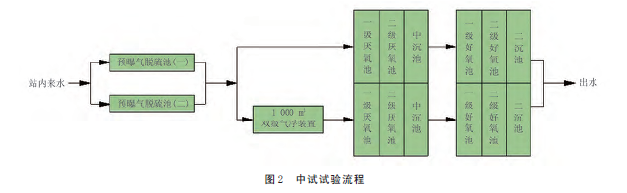
中试试验采用预曝气脱硫+絮凝+气浮+生化工艺。取水口为预曝气脱硫池出水,来水加药后,进入双级气浮装置,装置出水去生化系统。中试的核心设备为双级气浮装置,处理量为1 000 m3/d,主要工艺参数为: 溶气比16% , 回流比20, 出口压力0.4 MPa。图2 为中试试验流程。
2.3 中试效果分析
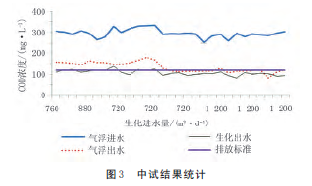
将中试药剂聚合氯化铝和聚丙烯酰胺的加药量进行多种组合,确定在聚合氯化铝加入浓度为300 mg/L、阳离子聚丙烯酰胺加入浓度为10 mg/L 时,基本可以满足外排COD 浓度小于120 mg/L、NH3-N 浓度小于15.0 mg/L 的要求; 并且NH3- N 浓度持续保持在1.0 mg/L 以下,表明生化抗冲击能力较好。
中试试验结果见图3。
2.4 污泥处置与处理
本试验中, 加药絮凝及气浮均产生浮渣及污泥,产生的污泥经污泥池收集后,进入螺旋压榨脱水机,再经过污泥干化场进行处理,可将含水率由98% 降至80% ~85% 。浮渣及污泥车拉外运, 与油泥砂混合,再与煤掺烧,实现无害化处理。
2.5 成本核算
药剂费用按聚合氧化铝(食品级) 2 500 元/t,CPAM 30 000 元/t 计算。300 mg/L 聚合氧化铝+10 mg/L CPAM 配方的药剂成本为1.05 元/m3;500 mg/L 聚合氧化铝+10 mg/L CPAM 配方的药剂成本为1.55 元/m3。药剂使用成本约为0.4 元/m3。
3 结论
通过对双联现有污水处理工艺进行分析,制定了污水处理系统改造中试工艺路线,并进行了现场中试。经中试装置处理后, 出水COD 浓度可由297.2 mg/L (均值) 降到109.8 mg/L (均值),进行生化处理后可进一步降低。中试试验表明,双联生化污水深度处理工艺选择絮凝+双级气浮+生化方案是可行的, 可以达到外排污水COD 浓度小于120 mg/L 的要求。
- 矿井水处理技术及研究进展 2020-07-02
- 膜系统调试和运行过程中的常见问题和解决方法 2019-10-27
- 冶炼高盐废水零排放处理工程实例 2020-11-07
- 基于重金属去除功能的改性淀粉絮凝剂的研究进展 2021-10-08
- 曝气生物滤池/活性砂滤池用于印染废水深度处理 2021-02-07
- 探讨有机磷化工废水治理方法 2022-02-08
- 膜蒸馏技术在高含盐废水中的应用 2022-02-08
- 某化工厂废水零排放处理工程案例 2022-02-08
- 铅锌冶炼废水脱盐零排放工程实例之二 2022-02-08
- 铅锌冶炼废水脱盐零排放工程实例之一 2022-02-08




